切边模
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第229页(1006字)
通常在150℃以下切除金属飞边称为冷切边,在500℃或以上切边称为热切边。为了便于选择切边模材料,在150~500℃范围内仍作为热切边考虑。
究竟切边工作应在热时或冷时进行,主要视切边是一般的或精密的,以及被切边材料的成分。表75给出了冷、热切边模的典型材料。碳素钢和合金钢可以在冷态或者在热态下切边,但精密一些的切边通常是在热态下进行。不锈钢和耐热合金常在热态下切边,而非铁属合金则可在冷或热的状态下进行切边。
冷切边 通常采用报废的模块,供作冷切边碳素钢和合金钢锻件的凸模之用。由于采用这种做法,经预硬化的低合金模具钢被认为是制作各种型式凸模最令人满意并得到广泛使用的材料。虽然高碳合金工具钢如A2曾被满意地用来作为正常冷切边碳素钢和合金钢锻件的凹模刃口材料,但选用D2常更好些,因为它的寿命更长。
经淬火并回火的6150钢,常被成功地用来供制作有色金属锻件一般冷切边的凸模,其它类似6150硬度的合金钢,用于这种场合也能令人满意。供较精密切边时,D2有能保存切刃的特性,用它作为切边凸模材料更为合用。还推荐这种材料,供制作有色金属锻件较精密冷切边的切口。
热切边 经过预硬化的模具钢用作碳素钢、合金钢和不锈钢锻件的热切边凸模材料能令人满意。供有色金属锻件热切边用的凸模材料就不那么紧张了。由于便宜的缘故,常选用轧制或经过退火的1020钢作凸模。
常选用表面硬化的碳素钢作为切边切口(见表75)。经过表面硬化切口的一个优点,是容易修复刃口中的裂口。表75中(4A型)钴基合金具有高的耐冲击、耐热和耐磨的特性,大多数锻造厂愿意选用这种合金(或类似合金)来制作所有切边切口。关于4A合金及其它硬表面的合金资料在本书内任何地方都能找到。
表75 切边模用的典型材料
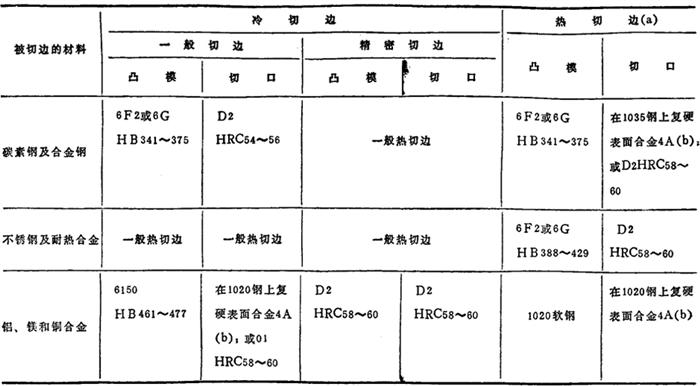
注:(a)普通切边与精切。
(b)硬表面合金4A的正常成分:1C,30Cr,3Ni,4.5W,60Co,其余铁。欲知细节,查本书内有关硬表面合金介绍。