挤出的机械装置
书籍:铝手册
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第92页(1104字)
铝及铝合金的挤出加工,除去特殊的方法以外,通常是在约400~500℃的温度下所进行的热挤出。挤出的制品,虽然一般多是棒或管等形状,但具有复杂断面形状的型材也不少。而且挤出加工的特点,是对过去需经好几道工序制作的制品,仅用一道挤压工序就能完成,而且还可以获得优良的尺寸精度。
下图左侧为挤出型材,右侧为原来采用的各种加工。
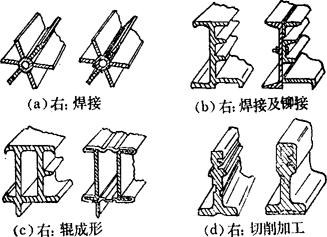
图4-1 挤出型材(左)与原来的各种加工(右)
所谓挤出加工,就是将压力加到装在具有圆形孔或角形孔的挤压贮存器内的铝或铝合金坯料上,通过具有定型孔的挤出模而挤出所要求的制品。这种挤出加工方式,很早就发明了,甚至可追溯到十九世纪。
挤出加工的方法有三种,如下图。现在应用的几乎都是直接挤出的方式。图4-4的静水压挤出,是最近几年发明的,与其它两种方式比较,是一种特殊的挤出方法。
下面对于直接挤出与间接挤出做一些说明。
(1)直接挤出(图4-2)
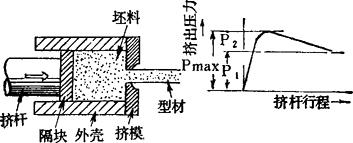
图4-2 P1:挤出变形压力 P2:克服坯料与外型磨擦的压力
使坯料沿外壳壁滑移而挤出型材
(2)间接挤出(图4-3)
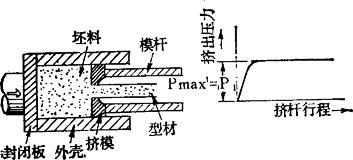
图4-3 P2=0,因坯料不滑动,没有与外型的磨擦
将挤模固定在模杆前端,同时移动坯料与外壳而挤出型材。
(3)静水压挤出(图4-4)
通过坯料周围的压力媒体液,对坯料进行汽压或热压而挤出型材。
这种直接挤出,按照挤出机的结构,可分为单动式与复动式。前者只把压力施于挤塞柱的动作上,适用于挤出棒、管型材〔图4-2和图4-5(a)〕。后者是使挤塞柱与它的心轴分别进行动作,适用于挤出管材〔图4-5(b))。

图4-4 挤模部分由于压力媒体液的润滑,降低压力
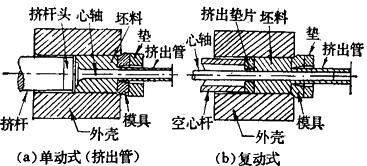
图4-5 直接挤出的单动式与复动式
上一篇:检查
下一篇:挤出型材的种类与方法