冲切
书籍:铝手册
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第99页(862字)
冲切加工的时候,其冲切压力,可用下式算出。
P=KtLS
式中 P——冲切力(公斤)。
t——冲切材料的板厚(毫米)。
L——材料的剪断长度(毫米)。
K——按冲切条件决定的补正系数(普通的时候,K=1是可以的)。
S——剪断强度(公斤/毫米2)。
一般冲切剪断面的形状,如图5-1那样。为了不出现这个破断面,则采用精加工冲压法,或精密冲切法。
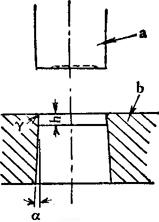
图5-1 剪断面的形状
a:剪断面 b:破断面 c:塌角 d:毛刺 t:板厚 α:破断面与材料面夹角 β:剪断面与材料面夹角
如采用精密冲切法,可得到具有象镜面一样光滑的冲切面,而且尺寸精度很高的制品。采用这个方法,可以在冲切以后省去或简化整修或修边的加工。图5-2所示的是精加工冲压法,图5-3所示的是精密冲切法。
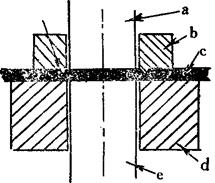
图5-2 精加工冲压法
a:凸冲模 b:凹模 h:凹模平行部分 γ:凹模刃口圆角 α:凹模后角
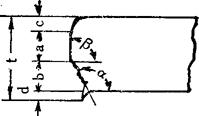
图5-3 精密冲切法
a:凸冲模 b:压板 c:铝材料 d:凹模 e:脱模
精加工冲压法,是在凹模的切刃上设置圆角,并将凸冲模与凹模的间隙设计得非常小的一种冲压法。
精密冲切法,是将凸冲模与凹模的间隙设计得尽量小,在凸冲模的周围附设压板(见图5-3),设置对冲切部分产生应力作用的刃沟,而且从下面用脱模把铝板压住,从而对接受剪断加工的铝板部分产生压缩应力作用的冲切方法。