型材的弯曲
书籍:铝手册
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第105页(547字)
铝及其合金的弯曲,一般说被压缩的一侧比被拉伸的一侧富有加工性。因此拉伸部分的弯曲外侧容易被损伤。图5-6即示出了开口型材受到拉伸后,其弯曲外侧龟裂,或受到压缩的一侧产生变形的问题。图5-6中A的断面,一般是在拉伸侧所产生的损伤。但是,A(1)的薄壁断面,则在压缩侧产生变形。为了防止产生这类缺陷,加工时必须考虑采用抑制模具。C的断面一般是在压缩侧产生变化。B是由于断面尺寸差异,使得缺陷的状态有所变化。C的断面之最小弯曲半径,与所采用的模具有关系。工件的厚度,由于压缩而增厚。因为难免会有一些变形,所以在模具与断面之间应留有必要的间隙。弯曲半径的大小,除合金的种类以外,还与型材的断面形状、尺寸,弯曲方法和使用的工具等情况有很大关系。表5是通过实验所给出的C断面最小弯曲半径的数据。
表5 T形型材的最小弯曲半径 单位:(毫米)
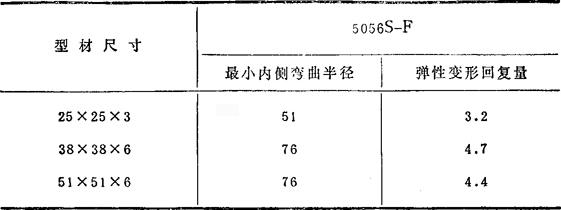
注:用图5-5(g)形式的手动弯曲机弯曲180度,这时T断面的上侧即成为弯曲的外侧半径。弹性变形的回复量,还示出了被弯曲直径的增加量。
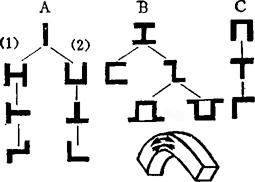
图5-6 开口型材弯曲的分类