辊压成型
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第114页(1192字)
对于形状复杂的制品,是利用组装在一台机器上的连续加工辊的辊压成型机进行制造的。
铝(合金)板的辊压成型,是通过几道或十几道压辊,制出建筑用的装饰边,屋顶板,外墙横板,楼房圆柱体的外缘等各种断面形状。
辊压成型的断面特点,能加工比较薄的铝板,可以加工出比一般90度冷弯曲还小的半径。
断面形状复杂制品的制造,与压辊设计者所设计的辊数大有关系。
所制出来的型材长度,要受到原材料长度和机械装置的限制。
附有飞剪机的设备,可以对型材所要求的尺寸进行剪切。
压辊的制造。压辊的设计要考虑到铝材的弯曲弹性回复,其程度由铝材的性能来决定。
辊压成型不必用润滑油,但是,润滑油对表面少出擦伤或划伤还是有作用的。
下面叙述一下辊压成型机构。
铝板由于压辊的旋转,一边前进一边被弯曲,从图5-11所示的处于前进方向上的1、2、3、4断面,可以看出逐次被弯曲的状态。
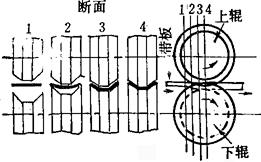
图5-11 成型过程
辊压成型生产,适于板的厚度相同,弯曲半径等于或大于板厚的断面形状的制品。长度以4~5米较为宜,太短的用压力加工较好。板厚0.1~20毫米,板宽10~1,000毫米的,可以用机械方式生产。通常成型速度约为30米/分。
图5-12为断面成型的例子。
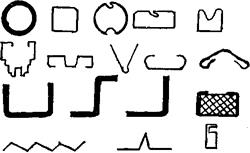
图5-12 各种断面的成型
对于管状断面的制品,有焊接管与非焊接管之分,成型方法也有与辊压成型配合的电阻焊接法,或氩气焊接法等。管的卷紧方法是用压辊孔型把两端卷进,最后闭合辊缝。断面的形状有圆形、椭圆形、正方形及矩形等,最后用四个小辊把管矫直。
从圆形管变成其它形状的时候,用压辊组进行双重加工,可制出异形管,但这是有限度的。
对管状成型最广泛采用高频焊接的电焊接管。
使用的铝合金为3003,5052,2017及2024,但是,用2017及2024进行加热成型时,对板的厚度及形状必须加以选择。