铝、铝合金涂漆板及带(JIS H 4001)
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第241页(2228字)
1.适用范围
这个标准适用于主要在建筑上使用的铝及铝合金烤漆板(以下称板)及带(以下称带)。
注:(1)这个标准中所说的烤漆板,不包含单面涂漆制品里面的涂漆(保护涂层)。
(2)质别O经固溶处理后,必须保证有质别T42的性能。
(3)质别O经固溶处理后再进行时效硬化的,必须保证有质别T62的性能。
(4)质别T42及T62,不在制造厂制造。
(5)质别T4的机械性能,为经一个月常温(约20℃)时效后的参考值。另外,在一个月常温时效以前进行抗拉试验时,如为固溶后再进行时效硬化处理的,能保证达到质别T6的性能,则质别T4也是合格的。
注:在规定的直径或最小对边距离及断面积范围以外的,其机械性能,按照订货者与制造厂的协商。
2.种类及记号
板和带的种类及记号,按下面2.1~2.3区分。
2.1 按原板区分
分为JIS H 4000(铝及铝合金的板及带)规定的1050,1100,1200,3003,3203,5005及5052,以及附属书上规定的3004及3005。
2.2 按颜色区分
颜色如表1分有10种。
表1 按颜色区分

2.3 按光亮区分
光亮,按光泽度如表2区分。
表2 按光亮区分
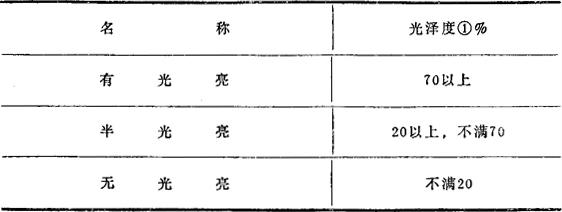
注 ①:光泽度的试验方法,按照JIS K 5400的60°镜面光泽度。
3.弯曲试验
弯曲试验,按照JIS Z 2248(金属材料弯曲试验方法),将需要试验的涂漆面,向外侧弯曲180°。
(1)试片
为和压延方向成平行或直角所采取的J1S Z 2204(金属材料弯曲试片)的3号试片。
(2)弯曲半径
按照表3的规定。
表3 弯曲半径
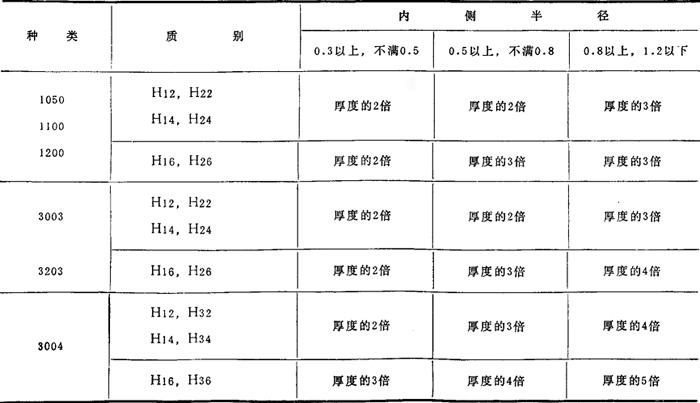
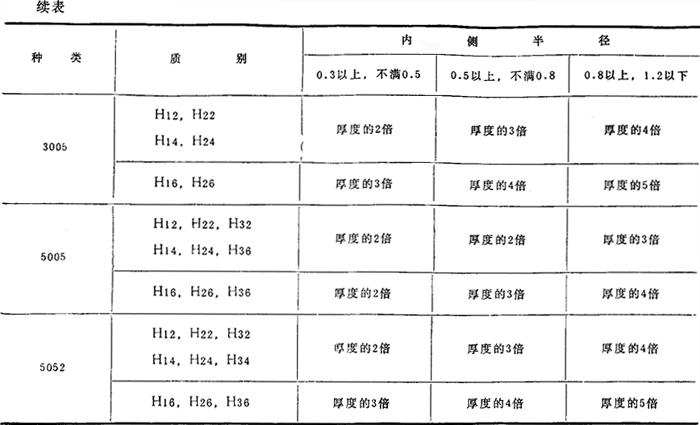
注:规定厚度尺寸以外的内侧半径,由订货者与制造厂协商。
(3)对试片弯曲的部分(指JIS Z 1522规定的宽12毫米的狭带),进行有力的压合,再立即用力拉开,用眼睛检查所涂的漆是否剥落。
4.尺寸及公差
4.1 棒及线的标准尺寸,按照表4(1)的规定。
表4(1) 挤出棒(圆形、正方形、正六角形)的标准尺寸

注②:圆形时A为直径,正方形、正六角形时A为对边距离。
附录
铝合金3004及3005的板及带
1.适用范围
这个附录,对铝合金3004及3005的板(以下称板)及带(以下称带)进行了规定。
2.质量
2.1 板及带,应加工良好,品质均匀,不可有妨碍使用的缺陷。
2.2 板及带的化学成分,按表1的规定。
表1 化学成分

注①:其它元素,只限分析在通常的分析过程中含有的。
2.3 板及带的机械性能,按表2的规定。
表2 机械的性能

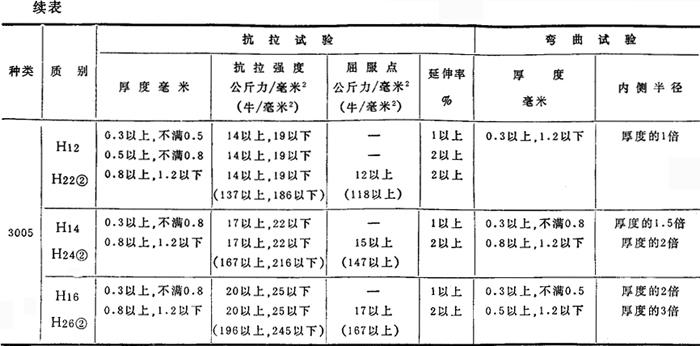
注②:对于质别H22,H24及H26,抗拉强度的上限及屈服点不适用。
注:在规定的厚度以外范围的机械性能,按订货者与制造厂的协商。