概算
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第58页(1367字)
已经提出了各种经验规律,用以概略地确定所需的传动功率:
(一)聚氯乙烯 0.15~0.2 千瓦小时/每小时产量(公斤)
或0.1~0.123 马力/每小时产量(磅)
聚烯烃 0.2~0.3 千瓦小时/每小时产量(公斤)
或0.123~0.2 马力/每小时产量(磅)
聚砜、聚碳酸酯 0.14~0.22 千瓦小时/每小时产量(公斤)
或0.096~0.134 马力/每小时产量(磅)
(二) 
式中,D=螺杆直径(时)
(三)型材挤出 6~9 每小时产量(公斤)/千瓦小时
(10~15 每小时产量(磅)/马力)
混料 2~3 每小时产量(公斤)/千瓦小时
(3~5 每小时产量(磅)/马力)
高粘度物料(未增塑聚氯乙烯,ABS塑料,聚丙烯酸酯类等)5~6 每小时产量(公斤)/千瓦小时
(8~10每小时产量(磅)/马力)
(四)低密度聚乙烯:
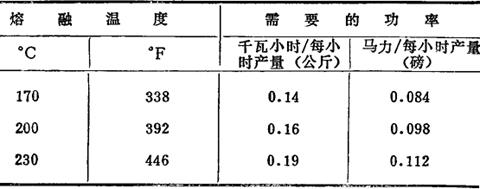
因此,在200℃(293F°)下挤塑90公斤/小时(200磅/时)需要
200×0.098马力=19.6马力
或90×0.16千瓦=14.4千瓦小时
(五)假设传动效率为80%,则所需最低功率为:
Pm=YQwc,(T1-T2)
式中:
Pm=最低功率(千瓦小时或马力)
Qw=挤出机的挤出量(公斤/小时或磅/小时)
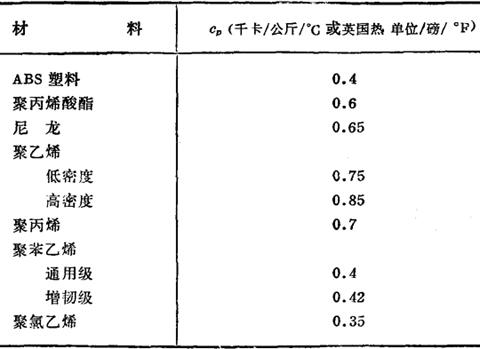
cp=物料的平均比热容(千卡/公斤℃或英国热单位/磅/F。)
T1=挤出料温度(℃或℉)
T2=进料温度(℃或℉)
Y=22.2×10-4(公制单位)=5.3×10-4(英制单位)
表3-4 挤出温度下的平均比热容